Машина за обликување хартиени чаши CM100
| Спецификација | CM100 |
| Sстандардна конфигурација на машина | Продолжено списание за автоматско полнење на празна хартија Завршена маса за броење и гнездење на чаши Еден сет калап за обликување за една големина на чаша |
| ОпционалноОпрема | Iсистем за инспекција на чаши со n-линија |
| Големина на хартиена чаша на производство | 2oz ~ 32oz |
| Брзина на производство | 120-150 парчиња/мин |
| Метод на странично запечатување | Lејстерhoгреење на воздух и ултразвучно |
| Метод на запечатување на дното | Lејстерhoгреење на воздух |
| Номинална моќност | 21KW |
| Потрошувачка на воздух (при 6 кг/см2) | 0,4 м³/мин |
| Вкупна димензија | Д2.820 мм x Ш1.300 мм x В1.850 мм |
| Нето тежина на машината | 4.200 кг |
★ Горен дијаметар: 45 - 105 мм
★ Дијаметар на дното: 35 - 78 мм
★ Вкупна висина: максимум 137 мм
★ Други големини по барање
Еднобојна PE / PLA, двојна PE / PLA, PE / алуминиумска или хартиена картон со бариера на база на вода
РАЗУМЕН ДИЗАЈН НА ТРАНСМИСИЈА
❋ Механичкиот пренос е главно преку запчаници на две надолжни вратила. Излезот на главниот мотор е од двете страни на вратилото на моторот, па затоа преносот на силата е балансиран.
❋ Структурата на менувачот е разумна, едноставна и ефикасна, остава доволно простор за поправка и одржување.
❋ Индексен запчаник од отворен тип (распоред на купола 10: купола 8 за да се направи целата функција поразумна). Избравме валчесто лежиште за тешки иглички IKO (CF20) за следбеник на брегаста осовина на индексниот запчаник, манометри за притисок на масло и воздух, а се користат дигитални предаватели (Јапонски Panasonic).
ДИЗАЈН НА ХУМАНИЗИРАНА СТРУКТУРА
❋ Масата за полнење е со двоен кат за да се спречи навлегување на прашина од хартија во главната рамка. Масата е дизајнирана со разумна ширина, што е попогодно за одржување.
❋ Втората купола е опремена со 8 работни станици. Така, може да се реализираат дополнителни функции како што се трета станица за тркалање на бандажи (за подобро тркалање на бандажите) или станица за жлебови.
❋ Преклопните крилца, тркалото со жлебови и станиците за тркалање со обод се прилагодливи над главната маса, не е потребно прилагодување во главната рамка, така што работата е многу полесна и заштедува време.
КОНФИГУРАЦИЈА НА ЕЛЕКТРИЧНИ КОМПОНЕНТИ
❋ Електричен контролен кабинет: Целата машина е контролирана од PLC, ние го одбравме врвниот производ на Јапонија Mitsubishi. Сите мотори се независно контролирани со фреквентни инвертори, кои можат да се прилагодат на поширок опсег на карактери на хартија.
❋ Грејачите користат Leister, добро позната марка произведена во Швајцарија, ултразвучна за дополнително затегнување на страничните споеви.
❋ Ниско ниво на хартија или недостасува хартија и заглавена хартија итн., сите овие грешки ќе се прикажат прецизно во прозорецот за аларм на допирниот панел.
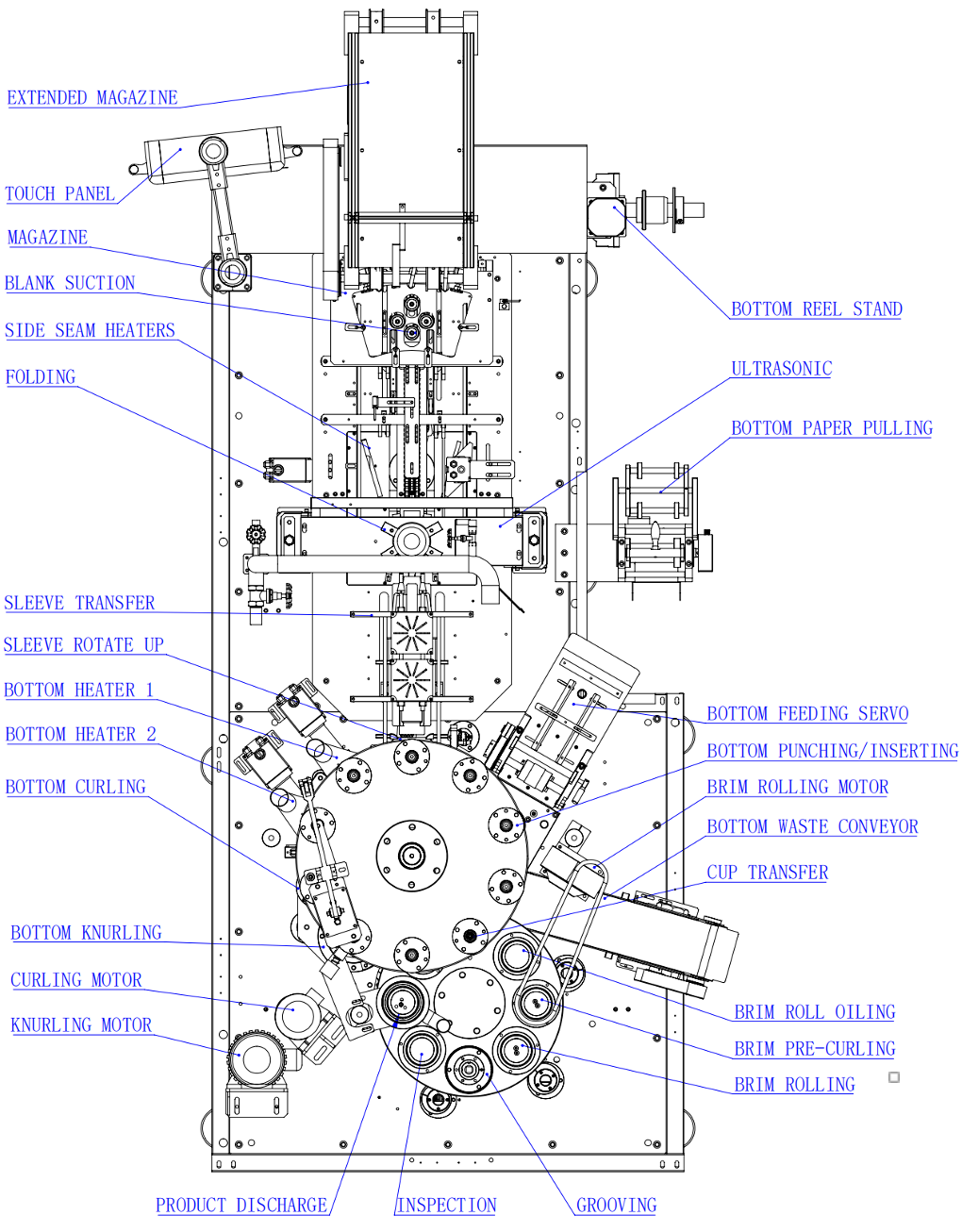
Довод на празни места за хартија → загревање на страничен спој → преклопување и запечатување → пренос на чашкаста ракав → формирање и вметнување на дното → машки трн → греење на дното1 → греење на дното 2 → подмачкување на дното → свиткување на дното → набраздување на дното → пренос на полупроизвод → подмачкување на работ на чашата → свиткување на работ 1 → свиткување на работ на чашата 2 → празнење за броење и натрупување